当采用圆柱形螺旋铣刀来切削平面时,需要注意下列几点:
1、安装时首先应注意铣刀的螺旋线方向,装上后使铣刀在切削过程中所产生的反作用力,沿刀轴轴心线把铣刀推向主轴。
2、当被铣创表面超过铣刀宽度时,一般采用两把左、右螺旋线的圆柱形铣刀组合。在这种情况下,我们要注意两把铣刀直径的大小是否完全相等;否则被铣削的表面上,会呈现凹凸不平现象。此外,还要注意将铣刀侧面擦干净后才能装上刀轴。如果没有擦干净,虽然铣刀直径完全相同,但被加工出来的表面中间部分,也可能有一条凸缝。同时又因为用两把左、右螺旋线圆柱形铣刀相组合,所以安装时,还应该注意两把铣刀的螺旋线的方向和位置,使铣刀附带产生的轴向推力相互抵消。也就是要迫使两把铣刀之间互相靠拢。
3、不管用直齿或螺旋齿圆柱铣刀,在切削前都应注意刀轴的旋转方向。如果旋转方向与刀齿刃口的方向相反,不但不能切削工件,而且很快就把铣刀损坏。 球头立铣刀材料应具备高的硬度和耐磨性、高的强度和韧性、耐热性、工艺性能和经济性。汕头株洲钻石铣刀推荐

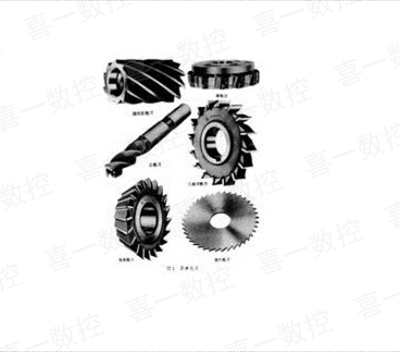
铣刀即为具有圆柱体外形,并在圆周及底部带有切削刃,使其进行旋转运动来切削加工工件的切削刀具。铣刀其实来源于刨刀。因为刨刀上只有一面有刀刃,创刀在来回走动时,也只有一面又切削作用,那么创刀回来的时间就完全浪费掉了。再者,创刀的刀刃很窄,因此其加工的效率很低。人们为了克服这一缺点,就将其进行改进,办法就是将刨刀装在一根轴上,使其快速旋转,让工件慢慢从下面走过,这样就节省了时间,这就是原始的铣刀,也叫做单刃铣刀。经过长期的发展,才有了现在各式各样的铣刀。浙江泰珂洛铣刀供应商立铣刀可用于侧面加工、槽加工、曲面加工等加工领域。对于各种加工形态,可使用的立铣刀种类也非常丰富。
面铣刀刀齿选用:
面铣刀齿数对铣削生产率和加T质量有直接影响,齿数多,则同时参与切削的齿数也多,生产***,铣削过程平稳,加工质量好,但要考虑到其***的影响:刀齿越密,容屑空间越小,排屑不畅,因此只有在精加工余量小和切屑少的场合才用齿数相对多的铣刀,可转位面铣刀的齿数根据直径不同可分为粗齿、细齿和密齿三种。粗齿铣刀主要用于粗加工;细齿铣刀用于平稳条件下的铣削加工;密齿铣刀的每齿进给量较小,主要用于薄壁铸铁的加工。面铣刀主要以端齿为主加工各种平面。刀齿主偏角一般为45°、60°、75°、90°,主偏角为90°的面铣刀还能同时加工出与平面垂直的直角面,这个面的高度受到刀片长度的限制。
铣刀的振动:
由于铣刀与刀夹之间存正在微小间隙,所以正在加工过程中刀具有可能出现振动景象。振动会使铣刀圆周刃的吃刀量不均匀,且切扩量比原定值增大,影响加工精度和刀具使用寿命。但当加工出的沟槽宽度偏小时,可以有目的地使刀具振动,经过增大切扩量来获得所需槽宽,但这种情况下应将铣刀的比较大振幅正在0.02mm以下,否则无法进行稳定的切削。正常加工中铣刀的振动越小越好。当出现刀具振动时,应考虑降低切削速度和进给速度,如两者都已降低40%后仍存正在较大振动,则应考虑减小吃刀量。如加工零碎出现共振,其缘由可能是切削速度过大、进给速度恰恰小、刀具零碎刚不敷、工件装夹力不敷以及工件外形或工件装夹要领等要素所致,此时应接纳调解切削用量、添加刀具零碎刚度、进步进给速度等措施。 镶齿式铣刀这种铣刀的刀体是普通钢料做成,而把工具钢的刀片镶到刀身上去。大型的铣刀多半采用这种方法。
刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。1783年,法国的勒内首先制出铣刀。1792年,英国的莫兹利制出丝锥和板牙。有关麻花钻的发明**早的文献记载是在1822年,但直到1864年才作为商品生产。那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。1868年,英国的穆舍***成含钨的合金工具钢。1898年,美国的泰勒和.怀特发明高速工具钢。1923年,德国的施勒特尔发明硬质合金。在采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的的工件表面质量和尺寸精度也提高更大。由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。要用于加工圆头封闭键槽。但是键槽的种类有很多,比如有一种键槽是圆底的,键是半圆形的,叫做半圆键。湛江韩国韩松铣刀批发
燕尾槽铣刀就是用来铣燕尾槽的。汕头株洲钻石铣刀推荐
由于顺铣的切削效果比较好,通常优先顺铣,只有当机床存在螺纹间隙问题或者有顺铣解决不了的问题时,才考虑逆铣。在理想状况下,铣刀直径应比工件宽度大,铣刀轴心线应该始终和工件中心线稍微离开一些距离。当刀具正对切削中心放置时,极易产生毛刺。切削刃进入切削和退出切削时径向切削力的方向将不断变化,机床主轴就可能振动并损坏,刀片可能碎裂而加工表面将十分粗糙,铣刀稍微偏离中心,切削力方向将不再波动——铣刀将会获得一种预载荷。我们可以把中心铣削比做在马路中心开车。汕头株洲钻石铣刀推荐